日式厨刀简介(二):钢材与处理工艺

刀是用来切菜的,评价一把刀的最主要标准是锋利程度,而决定锋利程度的是钢材硬度(hardness)。设想有两把刀,一把是用较软的钢材制成,另一把用较硬的钢材制成,把它们磨到同样很锋利,那这两把刀是否就没有区别了?答案是否定的,因为软质钢材容易折弯,很快刃口会卷起变钝。另外一个指标是锋利保持度,这个也和钢材硬度有关,钢材中加入少量某些金属也会增强耐磨性,从而能更持久保持锋利。
此外家庭使用的刀还要求容易保养,最重要的当然是防锈,所以普通超市卖的厨刀都是不锈钢的。普通不锈钢虽然易保养但硬度不高,造成普通厨刀性能一般。其次是韧性,硬度高了韧性必然下降,所以硬而薄的刀砍骨头或者掉地上容易崩口,有点像陶瓷。
可能有些人觉得厨刀太锋利会很危险,其实恰恰相反,钝的厨刀切东西需要用更大力气切,力量大了更加容易发生食材意外移位,造成更大事故。
钢材
基础知识
摩氏硬度

这是一个大家比较熟悉的硬度标准,钻石的硬度为 10,刚玉(氧化铝)为 9。测量方法简单粗暴,用一种矿物在另一种上面刻划,能被刻出划痕的这种矿物硬度低。这是一种定性划分标准,可以想象成你在地上捡到 10 块石头,然后给它们的硬度排个序号。硬度 9 和 10 看起来差不多,但其实绝对硬度相差好几倍。
HRC 硬度
HRC 全称 Rockwell scale C,中文叫洛氏硬度,主要用于衡量金属硬度。测量方法更加科学,对一个球体金刚石探头施加一定压力压入被测试金属,金属越软则其表面留下的小球压过面积越大。厨刀用钢硬度绝大部分在 52-64 之间,处于摩氏硬度 6 到 7 之间,也就是说绝大部分的刀都不能划伤硬度为 7 的康宁大猩猩玻璃,除了个别粉末钢的高端刀。
钢材成分
- 碳(C):含量越高钢材越硬,同时越脆韧性低。由于碳会吸引防锈的铬,所以碳含量越高越容易生锈。钢材含碳量在 0.8% 就达到最大值,但加入更多碳可以使得刀锋锋利更持久,代价是更容易生锈。
- 铬(Cr):增加硬度,防锈抗腐蚀、抗磨损,含量越高越不容易生锈,一般含量高于 13% 就可以称得上“不锈钢”
- 钼(Mo):增加钢材防锈能力,增加硬度
- 钒(V):增加钢材硬度、抗磨损
- 钴(Co):增加硬度,增强其他添加成分的效用
- 钨(W):增加钢材热处理后硬度
衡量厨刀钢材优劣主要看硬度、耐腐蚀性、耐磨性、韧性,硬度和韧性是矛盾的,硬度(碳含量决定)和耐腐蚀性也是经常矛盾,抗磨损元素可以使厨刀更长久保持锋利但会难研磨一点。
热处理
钢材都会经过热处理。热处理指将材料加热到一定温度,保温一定时间后,以一定降温速率降温至室温甚至零下一百多度,从而使钢材获得更优异硬度、韧性、耐磨损等性能。热处理包括退火、表面硬化、回火、淬火、正火等等,是改变工件内在性质的一种工艺。所以同样的钢材经过不同厂商的热处理后硬度及其他性能会有一定差异,体现在 HRC 硬度上有 2-3 的差别,是厂商发挥自己实力的地方。
不锈钢
不锈钢和其他钢材没有本质区别,只是因为铬含量高,在金属表面形成的氧化铬阻止了铁的氧化,在长时间泡水、酸性或高盐液体的情况下还是有可能生锈的。
420 系列不锈钢
普通超市卖的低端厨刀多用,便宜、防锈性能佳,但碳含量极低,所以硬度较低不超过 52,大概相当于我们国产低端常用的 3 铬钢(前面数字指碳含量的千分比)。质量更加差的刀甚至使用杂牌不锈钢,这是因为铬金属含量不达标导致的,硬度低还容易生锈。
X50CrMoV15

| 硬度 HRC | 碳 C | 铬 Cr | 钼 Mo | 钒 V | 锰 Mn | 钴 Co |
|---|---|---|---|---|---|---|
| 54-55 | 0.50 | 14.5 | 0.65 | 0.15 | 1.00 |
德系厨刀主流用钢,防锈性能好,韧性佳,但钝得快。但是好维护不会砍崩,大概相当于我们国产刀常用的 5 铬钢。当然这个钢本身比普通 5 铬钢性能更优良,经过厂商独特热处理后也有一定提升,但成分摆在那里性能也就一般。家里备一把厚的类似硬度钢制菜刀用来砍砍排骨、白切鸡、剁剁猪肉馅什么的很好,但切蔬菜切肉会明显感觉比不上日系钢。日本厨刀没有用此钢的,放这里仅为了对比。
NOTE:钢材成分表中含量为百分比。
钼钒不锈钢(AUS-8)
| 硬度 HRC | 碳 C | 铬 Cr | 钼 Mo | 钒 V | 锰 Mn | 钴 Co |
|---|---|---|---|---|---|---|
| 57-59 | 0.70-0.80 | 13.00-14.50 | 0.10-0.30 | 0.10-0.26 |
硬度低于 58,一些入门级日本厨刀使用,国内 8 铬钢、9 铬钢有类似硬度。
VG-10
| 硬度 HRC | 碳 C | 铬 Cr | 钼 Mo | 钒 V | 锰 Mn | 钴 Co |
|---|---|---|---|---|---|---|
| 60-62 | 0.95-1.05 | 14.50-15.50 | 0.90-1.20 | 0.10-0.30 | 0.50 | 1.30-1.50 |
日本“武生特钢”公司生产的高端不锈钢,在中高端量产日本厨刀中很常见,也非常适合入门者使用。锋利保持度好,硬度较高,也不容易生锈,但碳含量高防锈性能比不上 5 铬钢。各国高中端厨刀中广泛应用,甚至国内厂商都有高端产品采用并注明“日本进口 V 金”。
还有一种性质差不多略低端的 VG1 钢材,硬度约 60。
安来钢 银纸三号
| 硬度 HRC | 碳 C | 铬 Cr | 钼 Mo | 钒 V | 锰 Mn | 钴 Co |
|---|---|---|---|---|---|---|
| 59-61 | 0.95-1.10 | 13.00-14.50 | 0.60-1.10 |
所谓“银纸”仅仅是为了区分不同钢材而贴上的纸,没有太大含义。不是传统的安来钢,是“瑞典不锈钢”的一个克隆,和 VG-10 性能非常相似但略容易研磨。可能由于市场策略原因,仅少数日本厂商用来打造传统日本刀型的不锈钢版本,不如 VG-10 常见。
NOTE:松下的高端剃须刀广告中也提到使用安来钢,推测应该为银纸系列且很可能是碳含量较低的银纸五号,因为剃须刀经常接触水需要很强防锈能力。
高碳钢
自古以来各国一直在使用的钢材,高碳钢非常容易生锈,使用完之后必须擦干水,长期不用或者潮湿时最好涂上一层油保存。但优点也非常明显,硬度可把所有不锈钢比下去(其实真相是低端高碳钢被低端不锈钢灭门了),超级青纸也能战平最高端粉末不锈钢 ZDP-189;同时因为没有铬等抗磨损成分,相比不锈钢容易研磨很多,所以非常受专业厨师的最爱。

安来(yasuki)钢由日立金属有限公司的安来钢厂制造,名字来源于工厂设立在安来市。传统上日本出产的刀具、剪刀等都使用安来钢,原料来自于出云地区出产的高纯度铁砂,然后采用从朝鲜半岛传入的“踏鞴(たたら)制法”可制得“和钢”。明治维新后开始改称“玉钢”,字面意思就是炮弹钢。在明治维新后海外近代化大批量生产的洋钢大量输入,以及日本大规模引入新式炼钢法以后,传统制法工厂急剧衰落,只有云伯钢铁公司一直坚持传统炼钢技术。在 1957 年该钢厂被日立金属有限公司合并一直至今。所以安来钢可以说是使用现代生产设备生产的传统和钢,具体对应厨刀的产品是 YSS 高级刃物钢系列。
和一般印象中钢铁公司的巨大炉不同,安来钢厂使用的是几吨到几十吨的小型炉生产超过一千种钢材,专门生产少量特种高性能钢材。中国钢产量全球第一,但是说到特种钢材大部分还是需要从外国进口。
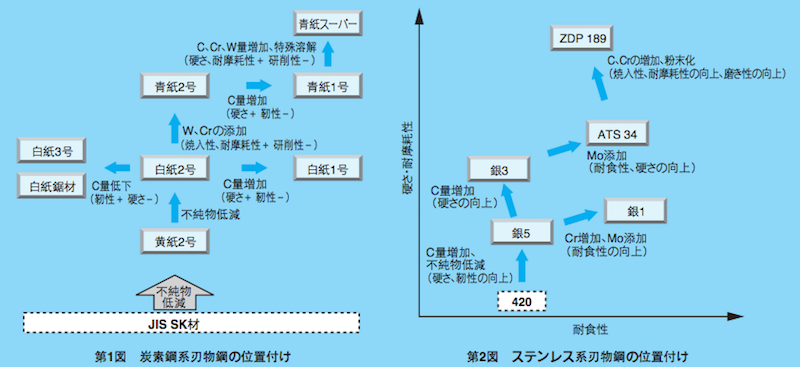
安来钢 白纸二号
| 硬度 HRC | 碳 C | 铬 Cr | 钨 W |
|---|---|---|---|
| 62-63 | 1.05-1.15 |
生铁去除杂质之后的纯净钢材,仅包含铁和碳成分,相对容易研磨。经过手工锻打和热处理之后可以得到优质厨刀。
安来钢 白纸一号
| 硬度 HRC | 碳 C | 铬 Cr | 钨 W |
|---|---|---|---|
| 62-63 | 1.25-1.35 |
白纸二号加入更多的碳后得到白纸一号,如同上面说的钢材含碳量在 0.8% 就达到最大值,但加入更多碳可以使得刀锋锋利更持久。
安来钢 青纸二号
| 硬度 HRC | 碳 C | 铬 Cr | 钨 W |
|---|---|---|---|
| 64-65 | 1.05-1.15 | 0.20-0.50 | 1.00-1.50 |
白纸二号加入少量铬和钨之后得到青纸二号,增加了耐磨性锋利更持久。但没有白纸容易研磨,钢材本身也比白纸贵,因此厨刀价格会比白纸贵。
安来钢 青纸一号
| 硬度 HRC | 碳 C | 铬 Cr | 钨 W |
|---|---|---|---|
| 64-65 | 1.25-1.35 | 0.30-0.50 | 1.50-2.00 |
白纸一号加入少量铬和钨之后得到青纸一号。
安来钢 超级青纸
| 硬度 HRC | 碳 C | 铬 Cr | 钨 W | 钒 V |
|---|---|---|---|---|
| 66-68 | 1.40-1.50 | 0.30-0.50 | 2.00-2.50 | 0.30-0.50 |
还有最高级的叫超级青纸,碳含量更高,还加入少量钒。很少有厨刀使用,大部分“高性价比”的超级青纸刀硬度跟普通青纸一样,没太大意义,不如买青纸一号二号的选择丰富。真正达到 68 硬度的高端本烧肯定要万元以上。
此外还有不太流行的杂质含量略高的黄纸二号,碳含量略低的白纸三号,硬度也高于 60,用于入门级高碳钢厨刀。更低端点的没标明钢材的高碳钢刀建议不要买,还不如老实买把不锈钢刀省事。
粉末钢
粉末冶金(Powder metallurgy)是现代冶金科技的产物,是一种以金属粉末为原料,经压制和烧结制成各种制品的加工方法。由于粉末钢全球年产量也只有五万吨左右,加上工艺复杂仅有少数厂商掌握,价格当然高高在上。
SG-2(R-2)
| 硬度 HRC | 碳 C | 铬 Cr | 钼 Mo | 钒 V | 锰 Mn | 钨 W |
|---|---|---|---|---|---|---|
| 62-64 | 1.25-1.45 | 14.00-16.00 | 2.30-3.30 | 1.80-2.20 | 0.40 |
“武生特钢”研制生产,在达到传统高碳钢硬度的同时还有不错的防锈、防腐蚀性能。
ZDP-189(MC66)
| 硬度 HRC | 碳 C | 铬 Cr | 钼 Mo | 钒 V | 锰 Mn | 钨 W |
|---|---|---|---|---|---|---|
| 66-68 | 3.00 | 20.00 | 1.40 | 0.10 | 0.50 | 0.60 |
日立安来钢厂生产,可以看到碳含量比传统高碳钢都高了一倍,铬含量也大大增加,硬度非常高,比其他钢材都要难研磨。虽是不锈钢,但因为碳含量高,防锈性不如 VG-10。这种钢材仿自大同钢铁公司的 Cowry X,后者更加昂贵稀少,性能近似。
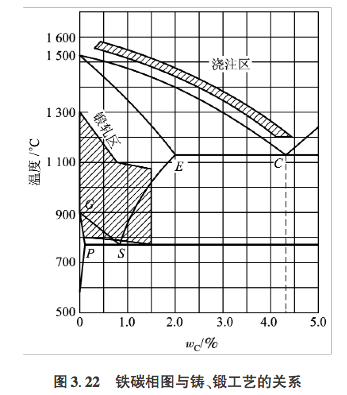
传统钢铁生产方法是制造不出碳含量如此高的钢铁的,具体可以参考根据生产经验总结的铁碳合金相图,可锻轧的钢材(左边阴影部分)须处于奥氏体状态,这要求碳含量必须低于 1.5%(横轴);更高碳含量的处于浇注区,韧性低只能做成笨重的铸铁产品。超级青纸已经达到 1.5% 的极限,ZDP-189 真可谓黑科技。
二氧化锆陶瓷

插入一个非金属材料,陶瓷硬度比金属材质高而且轻,永不生锈,缺点是非常脆,掉地上或砍骨头就崩口了。虽然不会生锈但用久了也会轻微变色;可以保持长久锋利,但硬度太高不能用普通磨刀石研磨,需要专门钻石磨刀石(一般的 100 多元)。买把用来切切水果、三明治挺好的,价钱比高端钢材友好多了。
硬度对比表
HRC 因为专用于衡量金属而没有其他矿物的数据,所以加入测量方法类似的努氏硬度(Knoop hardness)。这些硬度值都是实验数据,没有简单对应关系只能通过查表得到。由于同样钢材经过不同热处理工艺得到硬度不同,有一个范围值,所以下面数据仅供参考,具体硬度看厂商说明书。
| 摩氏硬度 | 矿物或金属 | HRC 硬度 | 努氏硬度 |
|---|---|---|---|
| 5 | 磷灰石 | 430 | |
| 6 | 正長石 | 560 | |
| 420 系列不锈钢、3 铬钢 | 52 | 576 | |
| X50CrMoV15、5 铬钢 | 54 | 612 | |
| 钼钒不锈钢、9 铬钢 | 58 | 690 | |
| VG-10、安来钢银纸三号 | 60 | 732 | |
| 安来钢白纸 | 62 | 776 | |
| 7 | 石英 | 820 | |
| SG-2、安来钢青纸 | 64 | 822 | |
| ZDP-189、安来钢超级青纸 | 66 | 870 | |
| 二氧化锆陶瓷 | 84 | 1300 | |
| 8 | 黃玉 | 1340 | |
| 9 | 刚玉(氧化铝) | 2100 | |
| 10 | 金刚石 | 7000 |
制造工艺
冲压(Stamped)
工艺简单成本低,适合机械化大批量生产。可以想象成像盖章一样从一块不锈钢钢板上戳出一把刀大小的钢片,再经过热处理、打磨开刃、上柄就好了。
锻造(Forged)

成语“千锤百炼”、“百炼成钢”说的就是这个,用锤子对红热状态的金属坯料施加压力连续捶打,可以提高金属的性能。现在大部分是机械锻造。
本烧(本焼き)

指工匠用传统手法一锤一锤从单一材料的整块安来钢(白纸或青纸)锻打出来,然后热处理,对工匠要求非常高也费时费力,失败率高。普通师傅当然也可以做,但是品质可能还不如量产的厨刀,成本也高,何必花冤枉钱呢。所以做得本烧的师傅都是有本事的,自然价格高高在上。

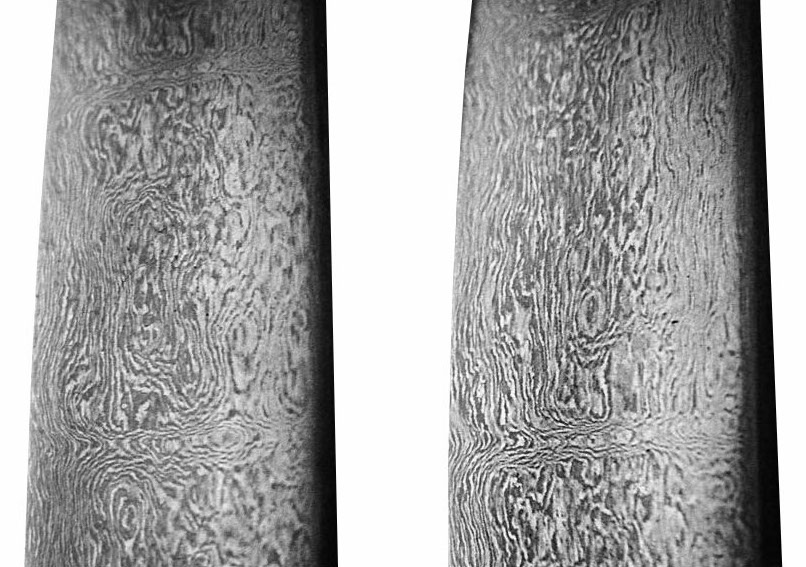
本烧属于传统手工锻造,而且专指淬火时使用沙土覆盖刀刃以外的部分,只对刀刃淬火(硬化),又叫烧刃。所以刀刃硬度很高(62-65HRC,上图深色部分),而刀身较软(42HRC,上图浅色部分)起到支撑作用,增强韧性,而普通厨刀都是整体热处理刀身刀刃硬度一致。传统日本武士刀也是这种软硬结合的工艺,不然刀身这么长很容易折断。
霞(霞、合わせ)

霞也是一种手工锻造工艺,专用于制作单边开刃刀。刀刃部分使用安来钢锻造淬火而成,硬度也很高(上图深色部分);刀身部分使用普通低碳软铁或不锈钢(低碳钢即使淬火也不会变硬),再回火和刀刃结合成一把完整的刀。和本烧思想类似,刀身软刀刃硬,但两个部分分开制造成功率高很多,效率也高材料成本低,总体价格远低于本烧。

由于使用了两种材料,长期使用后两种材料热胀冷缩比率不同可能会造成刀变弯,但现代工艺制造的一般问题不大。打磨超过 1000 至 2000 目之后,硬钢部分会像镜面一样,软铁部分会像蒙上一层雾(霞む)一样看不清,其名字来源于此。日文“霞む”是指蒙上一层雾,不要脑补成彩霞这种浪漫的东西。
夹层(三枚打ち)

夹层和霞类似,不过中间整层都是硬钢,两面覆盖软铁或低碳软不锈钢,在日本厨刀中用得很多。廉价的都是机械生产高端点的手工锻打,保证刀刃硬度同时降低成本、增强韧性。类似还有很多变种,只是夹的方式不同,思路都是“好钢用在刀刃上”。
大马士革钢(Damascus steel)

现在所指的大马士革钢相当于夹层的变种,外层是由多层不同于刀刃的软金属锻打而成,呈现出漂亮的花纹,金属层数越多花纹越丰富,仅有装饰用途。如果喜欢这种花纹,那么加点钱买也是很值得的。
传统的大马士革钢是一种高碳钢,古时在中东叙利亚大马士革地区使用从南印度进口的乌兹钢,经过当地刀匠特殊锻造方法制成在当时当地性能超群的刀剑,十字军东征时期留下很多传说。其表面花纹像水波纹一样漂亮,且不容易生锈。其实真正的大马士革钢不是多层金属叠加而成,而是由冷却时铁碳晶体排列形成。据好事者对 4 把真正的古代大马士革钢刀进行破坏性分析表明,其硬度最高仅有 37 HRC,当年打得过欧洲十字军在现在却十分普通,所以不必厚古薄今。
黑打(黒打ち)

刀煅烧后在表层会形成一层黑色氧化膜,如果仅打磨刀刃附近部分而保留刀身部分黑色就称为黑打,装饰用。黑色部分是经过氧化的铁不会继续生锈,相对容易维护;这是种传统制法中国也有,看起来有种冰冷的机械美感,经过长期使用后会有种特殊的岁月感。
产品选择
“什么值得买”网站上面有两篇文章分别介绍量产厨刀与手工打造厨刀品牌,是国内经销商写的值得一读,介绍了各个常见品牌的特色与优缺点,一般爱好者难以写得这么全面。
最佳入门产品:藤次郎 DP系列 F-808

刀身是夹层结构,产品介绍上写着刀刃钢材是钴合金钢,但已被证实为 VG-10,是最便宜的 VG-10 厨刀。外层刀身采用软不锈钢“13 铬不锈钢”,注意这个指铬含量为 13%,千万不要和国内的“5 铬钢”搞混,国内的是指碳含量千分比;刀柄采用合成树脂材质不会腐坏。VG-10 硬度达到 60-61HRC,防锈性能也不错,加上外层包裹防锈性能更佳的低碳不锈钢,防锈、硬度、韧性各方面达到较好平衡,非常适合入门者使用。
这把是长度 210mm 的牛刀(西式主厨刀),这个系列的某些尺寸的多个刀型曾获日本 Good Design Award 奖项,这把也是获奖产品之一。若不喜欢牛刀,买同系列的三德刀也可,日淘价格约 300。
性价比之外

这年头颜值就是正义性价比那些统统滚一边去,这个 japanesechefsknife 网站款式齐全,都是高清美图方便比较,看好了可以去其他网站比比价格再决定在哪里买。
写了这么多其实是为了了解今后升级路线,要易维护的走不锈钢路线,天天用且做好防锈准备的选高碳钢。下面提到的藤次郎不是说牌子多好,只是它家的产品基本是地板价标杆。
不锈钢:
- VG-10 夹层:藤次郎 DP 系列
- VG-10 大马士革:不喜欢花纹可跳过
- SG-2 粉末钢夹层:藤次郎粉末高速钢(粉末ハイス鋼)系列
- SG-2 粉末钢大马士革:不喜欢花纹可跳过
- ZDP-189 粉末钢夹层
高碳钢:
- 霞或者夹层结构的机械锻造刀:藤次郎白纸钢系列(黑打除外,他家黑打没标注钢材估计是野生的)
- 霞或者夹层、大马士革结构的手工锻造刀
- 安来钢白纸手工本烧
- 安来钢青纸手工本烧
- 安来钢超级青纸手工本烧
NOTE:因为好刀不能砍硬物,还需要备一把普通不锈钢中式刀型;有需要的再买一套京瓷的陶瓷刀来切蔬菜水果、削皮,日本亚马逊一套三刀带菜板约 300 出头,单刀更便宜。
